154-CM Stainless Knife Steel
DATA SHEET
Typical Composition
| C | Cr | Mo |
|---|---|---|
| 1.05 | 14.00 | 4.00 |
154-CM is a modification of 440C ESR martensitic stainless steel to which molybdenum has been added. 154-CM has better corrosion resistance, better wear resistance and better hot-hardness than 440C ESR. For knife makers, it offers better edge retention than 440C ESR. It also has higher attainable hardness and better through hardening characteristics than 440C ESR. The typical applications include cutlery, bearings, valve ports, and bushings.
Surface Treatments
If surface treatments such as CVD, PVD, or nitriding are used, ensure that the coating process temperature is below the tempering temperature.
NOTE: Nitriding will reduce the corrosion resistance of 154-CM or any other stainless steel.
Due to its higher carbide volume, 154-CM is a little more difficult to machine than 440C ESR. With high speed or carbide tooling, the following machining parameters are suggested:
| Machining Operation | Speed (fpm) | Feed (in/rev) |
|---|---|---|
| High Speed Tools | ||
| Turning | 50/60 | 0.003 |
| Forming | 50/60 | 0.001 |
| Drilling | 40 | 0.002 |
| Cutoff | 50/60 | 0.001 |
| Carbide Tools | ||
| Turning | 150 | 0.010 |
| Forming | 100 | 0.0015 |
| Cutoff | 100 | 0.0015 |
| Grade | HRC | Wear Resistance | Total Carbide Volume |
|---|---|---|---|
| 154-CM | 58.5 | 49 mg. | 17.5% |
| 440C ESR | 57.5 | 66 mg., 55 mg. | 12% |
*Wear resistance measured by the pin abrasion method. Lower number (mg.) is a lower weight loss 9 in mg. and therefore better wear resistance.
| Heat Treatment | Initial HRC | HRC Test at 400°F | HRC Test at 500°F | HRC Test at 600°F | Final HRC |
|---|---|---|---|---|---|
| A | 62 | 59 | 58 | 55 | 60 |
| B | 62 | 55 | 62 | ||
| C | 64 | 57 | 64 |
(A) Austenitized at 1950°F 1hr., Oil Quench, cryo treated, tempered at 600°F 1hr.
(B) Austeitized at 1950°F 1hr. Oil Quench, cryo treated, tempered at 1000°F 1hr.
(C) Austenized at 2000°F 20 min. Oil Quench, cryo treated, tempered 1000°F 1hr.
Thermal Treatments
Annealing: Heat to 1650°F (900°C), hold 2 hrs., slow cool no faster than 25°F (15°C) per hour to 1200°F (650°C), then furnace cool or cool in still air to room temperature. 154 CM® can be cycle annealed by heating to 1600°F (900°C), hold 2 hrs., cool to 1300°F (704°C), hold 4 hrs., then air cool.
Annealed Hardness: About BHN 235.
Stress Relieving
Annealed Parts: Heat to 1100-1300°F (595-705°C), hold 2 hours, then furnace cool or cool in still air.
Hardened Parts: Heat to 25-50°F (15-30°C) below the original tempering temperature, hold 2 hours, then furnace cool or cool in still air.
Hardening
Preheat: Heat to 1400°F (760°C), Equalize.
Austenitize: 1900-2000°F (1037-1093°C), hold time at temperature 30-60 minutes.
Quench: Oil or positive pressure (4 bar minimum) to below 125°F (50°C), or salt quench to about 1000°F (540°C), then air cool to below 125°F (50°C). Salt bath treatment, if practical, will ensure the maximum attainable toughness for a given hardening treatment.
Temper: Twice at 400-1200°F (204-650°C), 2 hours minimum each time.
Note: As with all martensitic stainless steels, tempering at 800-1100°F (425-600°C), will result in sensitization which causes a minor reduction in both corrosion resistance and toughness. We recommend that this tempering range be avoided.
Aim hardness: HRC 55-62.
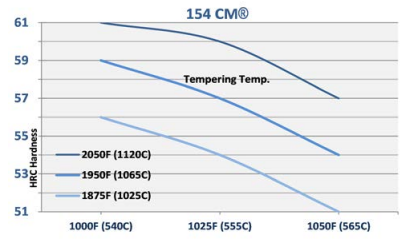
Heat Treat Response - Hardness HRC
| Austenitizing Temperature | ||||||
|---|---|---|---|---|---|---|
| Tempering Temp. | 1900°F (1038°C) | 1950°F (1065°C) | 2000°F (1093°C) | |||
| Time at Temp. | 1 hr. | 1 hr. | 1 hr. | |||
| Quench | Oil | Oil & Freeze | Oil | Oil & Freeze | Oil | Oil & Freeze |
| As Quenched | 62 | 63 | 61 | 63 | 54 | 63 |
| 400°F (204°C) | 59 | 60 | 59 | 62 | 52 | 62 |
| 600°F (315°C) | 56 | 59 | 56 | 60 | 50 | 60 |
| 800°F (427°C) | 56 | 56 | 57 | 60 | 50 | 61 |
| 900°F (482°C) | 56 | 57 | 58 | 61 | 52 | 61 |
| 1000°F (540°C) | 54 | 58 | 60 | 61 | 54 | 63 |
| 1050°F (565°C) | 51 | 52 | 55 | 56 | 52 | 58 |
| 1100°F (593°C) | 47 | 48 | 47 | 48 | 49 | 51 |
| 1200°F (649°C) | 43 | 44 | 45 | 46 | 45 | 47 |
| Time at Temp. | 2 hrs. | 2 hrs. | 2 hrs. | |||
| No. of Tempers | 2 | 2 | 2 | |||
*Results may vary with hardening and section size. Salt or oil quenching will give maximum response. Vacuum or atmosphere cooling may result in up to 1-2 HRC points lower.
Recommended Heat Treat Practice
To completely transform any retained austenite, a freezing treatment with dry ice at -100°F (-74°C) is recommended either after the quench or in between the two tempers. The freezing treatment is most effective right out of the quench, however complex parts with sharp corners are more safely frozen between the two tempers. Thin sections can be successfully quenched in forced air and will obtain results to those in the table above.
This data sheet is for informational purposes only. Alloy characteristics are subject to change due to chemical composition and/or processing. We do not certify the material’s suitability for specific applications.
Niagara Specialty Metals | 12600 Clarence Center Road, Akron, NY 14001
