CPM® 15V
DATA SHEET
Typical Composition
| C | Mn | Si | Cr | Mo | V |
|---|---|---|---|---|---|
| 3.40 | 0.50 | 0.90 | 5.25 | 1.30 | 14.50 |
CPM® 15V® is intended for applications requiring exceptional wear resistance. It has more vanadium carbides in its microstructure than CPM® 10V and provides more wear resistance and longer tool life in those applications where CPM® 10V has proven to be successful. CPM® 15V also offers an alternative to solid carbide where carbide fails by fracture or where intricate tool design makes carbide difficult or risky to fabricate.
The CPM® process produces very homogeneous, high quality steel characterized by superior dimensional stability, grindability, and toughness compared to steels produced by conventional processes.
The typical applications of CPM® 15V include Powder Compactions Tooling: Dies and Core Rods, Plastic processing Equipment: Barrel Lines and Screw Tips, Industrial Knives: Granulator Blades, Slitter Knives, and Dies/Punches for Cold Work (Forming, Extrusion, Drawing, and Piercing), Woodworking Tools, Ceramic Dies, and Wear Parts.
Wear Resistance
With it’s nearly 15% vanadium content, CPM® 15V has the highest wear resistance of any cold work tool steel available today.
Impact Toughness
The CPM® process makes possible the production of high vanadium grades without sacrificing toughness. For example, although both CPM® 10V and CPM® 15V have significantly higher wear resistance than the conventional high vanadium tool steel D-7, they also offer greater toughness.
Thermal Treatments
Critical Temperature: 1540°F (838°C).
Forging: 2000-2100°F (1095-1150°C) Do not forge below 1700°F (930°C). Slow cool.
Annealing: Heat to 1600°F (870°C), hold 2 hours. Slow cool no faster than 30°F (15°C) per hour to 1000°F (540°C), then furnace cool or cool in still air to room temperature.
Annealed Hardness: About BHN 255-277.
Stress Relieving
Annealed Parts: Heat to 1100-1300°F (595-705°C), hold 2 hours, then furnace cool or cool in still air.
Hardened Parts: Heat to 25-50°F (15-30°C) below original tempering temperature, hold 2 hours, then furnace color cool in still air.
Hardening
Preheat: Heat to 1500-1550°F (815-845°C), Equalize. A second pre-heat stage at 1850-1900°F (1010-1040°C) is suggested for vacuum or atmosphere hardening.
Austenitize: 1950-2150°F (1065-1175°C), hold time at temperature 20-30 minutes.
Quench: Air or positive pressure quench (2 bar minimum) to below 125°F (50°C), or salt or interrupted oil quench to about 1000°F (540°C), then air cool to below 125°F (50°C). Salt bath treatment, if practical, will ensure the maximum attainable toughness for a given hardening treatment.
Temper: Two times at 1000°F (540°C), 2 hrs. minimum each time. Temper three times for hardening temperatures over 2100°F (1150°C).
Size Change: +0.04/0.05%.
Recommended Heat Treatment: For maximum wear resistance, austenitize at 2150°F (1175°C), hold 10 minutes, and quench. Temper 3 times at 1025°F (550°C).
Aim hardness: HRC 61-63.
Surface Treatments
Because of its high tempering temperatures (>1000°F) CPM® 15V is suitable for nitriding, PVD coating or similar surface treatments. CVD coating processes generally exceed the critical temperature and may result in non-predictable dimensional changes.
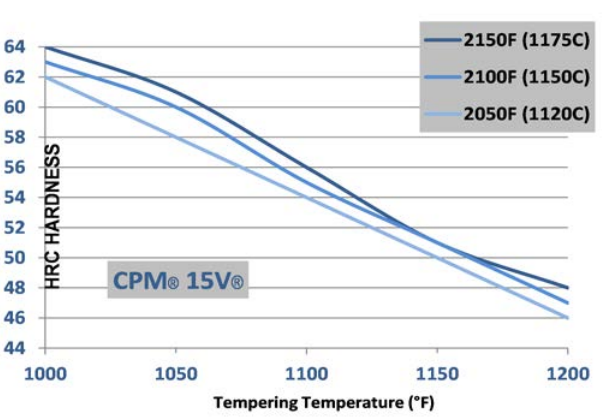
Heat Treat Response (HRC Hardness)
Austenitizing Temperature
| Austenitizing Temperature | |||
|---|---|---|---|
| Tempering Temp. | 2050°F (1120°C) | 2100°F (1150°C) | 2150°F (1175°C) |
| Minimum Time | 30 Min. | 20 Min. | 10 Min. |
| 1000°F (540°C) | 62 | 63 | 64 |
| Optimum Time and Temp to be Effective | |||
| 1025°F (550°C) | 60 | 62 | 63 |
| 1050°F (565°C) | 58 | 60 | 61 |
| 1100°F (595°C) | 54 | 55 | 56 |
| 1150°F (620°C) | 48 | 50 | 51 |
| 1200°F (650°C) | 46 | 47 | 48 |
| Minimum Tempers | 2 | 2 | 3 |
Results may vary with hardening method and section size. Salt or oil quenching will give maximum response. Vacuum or atmosphere cooling may result in up to 1-2 HRC points lower.
This data sheet is for informational purposes only. Alloy characteristics are subject to change due to chemical composition and/or processing. We do not certify the material’s suitability for specific applications.
Niagara Specialty Metals | 12600 Clarence Center Road, Akron, NY 14001
