CPM® 4V PM Tool Steel
DATA SHEET
Typical Composition
| C | Mn | Si | Cr | Mo | V |
|---|---|---|---|---|---|
| 1.35 | 0.40 | 0.80 | 5.00 | 2.95 | 3.85 |
CPM® 4V is a powder tool steel designed as an upgrade for CPM® 3V for the blanking and advanced high strength steel applications. The primary goal was to design an alloy with high impact toughness and more wear resistance than currently available with CPM® 3V. Knife makers have often regarded CPM® 3V as a great heavy duty knife material and CPM® 4V will be an improvement for those who need more wear resistance. Intended to be used at HRC 62-64. CPM® 4V should be used in CPM® 3V applications that require more wear resistance.
The typical applications of CPM® 4V are powder compaction tooling, fine blanking tools, stamping or forming tools, and advanced high strength steel applications.
Mechanical Properties
Impact Toughness
The CPM® microstructure gives CPM® 4V its high impact toughness which approaches that of the shock resistant tool steels.
Relative Mechanical Properties
The combination of wear resistance and toughness of CPM® 4V makes it an excellent alternative to some other tool steel due to its high impact toughness and high range of wear resistance.
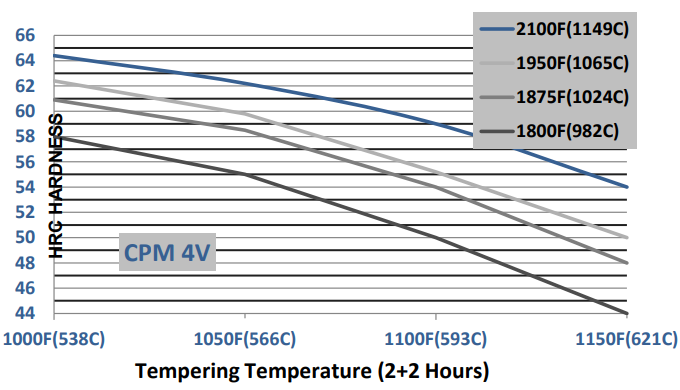
Heat Treat Response (HRC Hardness)
Austenitizing Temperature
| Tempering Temp | 1800°F (982°C) | 1875°F (1024°C) | 1950°F (1065°C) | 2100°F (1149°C) |
|---|---|---|---|---|
| Minimum Time | 30 Min | 30 Min | 30 Min | 15 Min |
| 1000°F (540°C) | 58 | 61 | 62.5 | 64.5 |
| 1050°F (565°C) | 55 | 58.5 | 59.5 | 63 |
| 1100°F (593°C) | 50 | 54 | 55.5 | 59 |
| 1150°F (621°C) | 44 | 48 | 50 | 54 |
| Minimum Tempers | 2 | 2 | 2 | 2 |
Thermal Treatments
Hardening
Preheat: Heat to 1500-1550°F (816-845°C), equalize.
Austenitize: Following preheat heat material rapidly.
Quench: Air or positive pressure quench (4 bar minimum), or oil quench (black) to about 900°F (482°C), then air cool to 150°F -125°F (66°C-51°C). Salt bath treatment, if practical, will ensure the maximum attainable toughness for a given hardening treatment. Salt quench at 1000°F-1100°F (538°C-593°C), equalize, then air cool to 150°F-125°F (66°C-51°C).
Temper: Immediately after quenching, temper three times (two times minimum) at 1000-1100°F (538-593°C). Hold at temperature for 1 hour per inch of thickness, 2 hours minimum, then air cool. Do not temper below 1000°F (538°C).
Recommended Heat Treatment: For the best combination of toughness and wear resistance, austenitize (furnace or salt bath) at 1875-1950°F (1024-1065°C), soak 30 minutes, and quench. Temper 3 times at 1000°F (538°C). For maximum wear resistance austenitize (furnace or salt bath) at 2100°F (1149°C), soak 15 minutes, and quench. For maximum toughness austenitize (furnace or salt bath) at 1800°F (982°C), soak 30 minutes, and quench.
Aim hardness: HRC 62-64 higher austenitizing temperatures can be used to obtain higher hardness, at a slight decrease in impact resistance. The lower austenitizing temperatures provide the best impact toughness.
Annealing
Annealing must be performed after hot working and before rehardening. Heat at a rate no higher than 400°F (222°C) per hour to 1600-1650°F (871-899°C). Hold at temperature for 1 hour per inch of thickness, 2 hours minimum. Cool slowly with the furnace at a rate no higher than 50°F (28°C) to 1000°F (649°C), until cooled to ambient temperature, in the furnace or in air.
This data sheet is for informational purposes only. Alloy characteristics are subject to change due to chemical composition and/or processing. We do not certify the material’s suitability for specific applications.
Niagara Specialty Metals | 12600 Clarence Center Road, Akron, NY 14001
