CPM® 9V PM Tool Steel
DATA SHEET
Typical Composition
| C | Mn | Si | Cr | Mo | V |
|---|---|---|---|---|---|
| 1.90 | 0.50 | 0.50 | 5.25 | 1.30 | 9.10 |
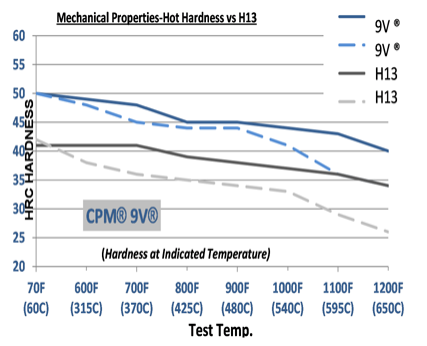
CPM® 9V's composition is a modification of CPM® 10V with lower carbon and vanadium to improve toughness and heat check resistance. These enhanced properties permit CPM® 9V to perform well in problem applications where high carbon, high chromium tool steels, such as CPM® 10V or the high speed steels, lack sufficient toughness or heat check resistance, or where lower alloy tool steels and hot work tool steels lack sufficient wear resistance.
The CPM® process produces very homogeneous, high quality steel characterized by superior dimensional stability, grindability, and toughness compared to steels produced by conventional processes.
The typical applications for CPM® 9V include forming rolls, punches, rolling mill rolls, dies, header tooling, slitter knives, extrusion tooling, shear blades, pelletizer blades, granulator blades, plasticizing components: Non-return Valves and Screws.
Thermal Treatments
Critical Temperature: 1590°F (865°C).
Forging: 2000-2100°F (1095-1150°) Do not forge below 1700°F (930°C). Slow Cool.
Annealing: Heat to 1650°F (900°C), hold 2 hours, slow cool no faster than 30°F (15°C) per hour to 1000°F (540°C), then furnace cool or cool in still air to room temperature.
Annealed Hardness: About BHN 223-255.
Stress Relieving
Annealed Parts: Heat to 1100-1300°F (595-700°C), hold 2 hours, then furnace cool or cool in still air.
Hardened Parts: Heat to 25-30°F (15°C) below original tempering temperature, hold 2 hours, then furnace cool or cool in still air.
Straightening: Best done warm 400-800°F (200-430°C).
Hardening
Preheat: Heat to 1550-1600°F (845-870°C) Equalize. Second pre-heat stage at 1850-1900°F (1010-1040°C) suggested for vacuum or atmosphere hardening.
Austenitize: 1850-2150°F (1025-1175°C), hold time at temperature 30-45 minutes.
Quench: Air or positive pressure quench (2 bar minimum) to below 125°F (50°C), or salt or interrupted oil quench to about 1000°F (540°C), then air cool to below 125°F (50°C). Salt bath treatment, if practical, will ensure maximum attainable toughness for a given hardening treatment. Vacuum or atmosphere quench rate through 1850-1300°F (1010-705°C) range is critical to achieve optimum heat treat response.
Temper: Double temper at 1000°F (540°C) minimum. 2 hours minimum each time.
Size Change: +0.01%.
Recommended Heat Treatment: For the best combination of toughness and wear resistance, austenitize CPM® 9V at 2050°F (1120°C), hold 30-45 minutes, and quench. Temper 3 times at 1025°F (550°C).
Aim hardness: 54-56 HRC. Higher austenitizing temperatures can be used to obtain higher hardness, at a slight decrease in impact resistance. The lower austenitizing temperatures provide the best impact toughness.
Surface Treatments
Because of its high tempering temperatures (>1000°F) CPM® 9V is suitable for nitriding, PVD coating or similar surface treatments. CVD coating processes generally exceed the critical temperature and may result in non-predictable dimensional changes.
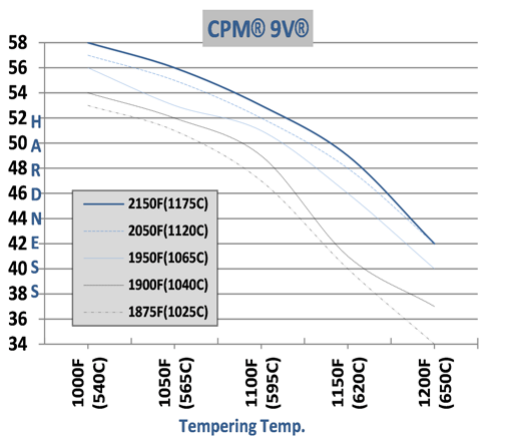
Heat Treat Response (HRC Hardness)
Austenitizing Temperature
| Tempering Temp. | 1875°F (1025°C) | 1900°F (1040°C) | 1950°F (1065°C) | 2050°F (1120°C) | 2100°F (1150°C) | 2150°F (1175°C) |
|---|---|---|---|---|---|---|
| As Quenched | 53 | 54 | 56 | 58 | 59 | 61 |
| 1000°F (540°C) | 52 | 53 | 54 | 56 | 57 | 58 |
| Optimum for Maximum Toughness and Effective Stress Relieving | ||||||
| 1025°F (550°C) | 51 | 52 | 53 | 55 | 56 | 57 |
| 1050°F (565°C) | 50 | 51 | 52 | 53 | 55 | 56 |
| 1100°F (595°C) | 46 | 47 | 49 | 51 | 52 | 53 |
| 1150°F (620°C) | 39 | 40 | 43 | 46 | 48 | 49 |
| 1200°F (650°C) | 33 | 34 | 37 | 40 | 42 | 43 |
| Min. Time | 60 Min. | 45 Min. | 30 Min. | 20 Min. | 15 Min. | 10 Min. |
| Min. # of Tempers | 2 | 2 | 2 | 2 | 3 | 3 |
Toughness
Depending on the hardness requirement, lowering the hardening temperature (under hardening) increases toughness.
Machinability and Grindability
In the annealed condition, the machinability of CPM® 9V is comparable to that of M-2. Similar grinding equipment and practices used for high speed steels are recommended. “SG” type alumina wheels or CBN wheels have generally given the best performance with CPM® steels.
This data sheet is for informational purposes only. Alloy characteristics are subject to change due to chemical composition and/or processing. We do not certify the material’s suitability for specific applications.
Niagara Specialty Metals | 12600 Clarence Center Road, Akron, NY 14001
