CPM® S60V PM Stainless Knife Steel
DATA SHEET
Typical Composition
| C | Cr | Mo | V |
|---|---|---|---|
| 2.15 | 17.00 | 0.40 | 5.50 |
CPM® S60V is a corrosion resistant, highly wear-resistant steel. It is a martensitic stainless steel with a high volume of chromium and vanadium carbides for exceptionally good wear and corrosion resistance. CPM® S60V offers substantial improvements in wear resistance over 440C ESR and D-2, and other high chromium tool steels, with corrosion resistance much better than 440C ESR.
The CPM® process results in a finer, more uniform carbide distribution imparting improved toughness and grind ability to high alloy steels. The CPM® process also allows the design of more highly alloyed grades which cannot be produced by conventional steelmaking.
Typical Applications: Plastic injection and extrusion feed screws, non-return valve components, pelletizing equipment, gate and nozzle inserts, industrial knives, slitters, and cutters, long-wearing specialty cutlery, injection molds and inserts, wear components for food and chemical processing, bearings, bushings, valves, rolls and gear pumps.
Special Note to Knifemakers: The recommended hardness for blades is HRC 56/58, which is designed to provide an excellent combination of corrosion resistance, wear resistance and edge toughness.
Mechanical Properties
| Hardness (1) | Impact Toughness ft-lbs | ||
|---|---|---|---|
| HRC | Heat Treatment | ||
| CPM® S60V | 56 | (A) | 16 |
| CPM® S60V | 59 | (B) | 12 |
| CPM® S60V | 60.5 | (C) | 11 |
1.) A=Hardened 1850°F (1010°C), double tempered 400°F (205°C).
B=Hardened 1950°F (1065°C), double tempered 400°F (205°C).
C=Hardened 2050°F (1120°C), double tempered 400°F (205°C).
Corrosion Resistance
Corrosion tests measure the amount of material lost to corrosion. Therefore, lower numbers indicate better corrosion resistance.
Corrosion Test Results (1) in mm/year
| Boiling 10% Acetic (2) | Dilute Aqua- Regia (3) | |
|---|---|---|
| CPM® S90V | 9/17 | 102/117 |
| 440C ESR | 29 | 109 |
| D-2 | 267 | 411 |
Notes:
(1) Lower numbers indicate better corrosion resistance. All grades heat treated to about HRC 56/58. Corrosion resistance depends strongly on heat treated condition and specific environment. Results should be used as a qualitative comparison only.
(2) 24 hrs.
(3) 5% HNO3-1% HCI (nitric + hydrochloric acids) at 24°C.
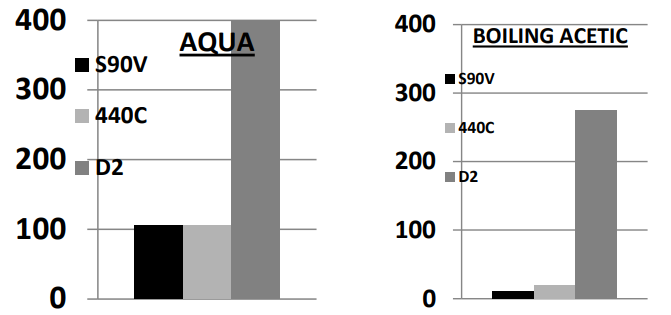
Relative Corrosion Rates
(Lower numbers indicate better corrosion resistance)
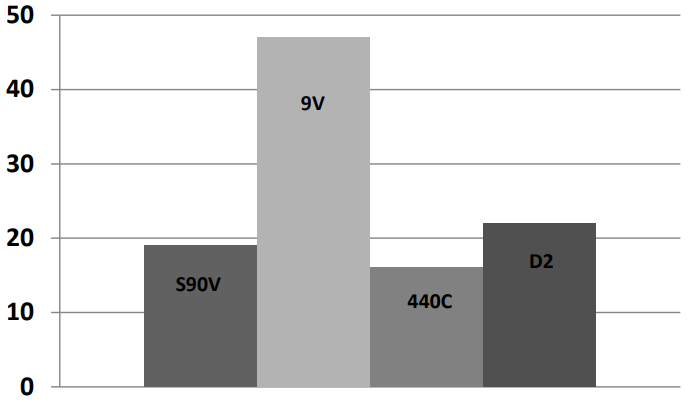
Impact Toughness
CPM® S90V offers higher impact toughness than 440C ESR at comparable hardnesses.
Thermal Treatments
Annealing
Heat to 1650°F (900°C), hold 2 hours, slow cool at a maximum rate of 25°F (15°C) per hour to 1100°F (595°C), then furnace cool or cool in still air to room temperature.
Annealed Hardness: Approx. BHN 277.
Stress Relieving
Annealed Parts: Heat to 1100-1300°F (595-705°C), hold 2 hours, then furnace cool or cool in still air.
Hardened Parts: Heat to 25-50°F (15-30°C) below original tempering temperature, hold 2 hours, then furnace cool or cool in still air.
Hardening
Austenitize: 2100-2150°F (1150-1175°C), hold time at temperature: 20 minutes.
Quench: Salt quench, interrupted oil quench, positive pressure gas quench or air cool at a minimum cooling rate of 150°F/min (80°C/min) to below 1000°F (540°C). Cool to below 125°F (50° C) before tempering. For optimum vacuum heat treatment response, a minimum 4 bar gas quench is recommended.
Temper: Double temper at 400-750°F (200-400°C). Hold for a minimum of 2 hrs. each temper. For optimum stress relieving and dimensional stability, CPM® S90V may be double tempered at 1000-1025°F (540-550°C), but tempering above 800°F (425°C) may result in some loss of corrosion resistance. A freezing treatment may be employed between the first and second tempers, if desired. Freezing treatments should always be followed by at least one temper.
PLEASE NOTE: Tempering between about 800 and 1000°F (425 and 540°C) is not recommended. All martensitic stainless steels suffer from embrittlement when tempered in this range.
Tempering Temperature
| 400°F – 800°F | Best corrosion resistance & wear resistance |
| 800°F – 1000°F | AVOID THIS RANGE (Embrittlement) |
| 1000°F – 1025°F | Stress relieving and dimensional stability |
Aim Hardness: HRC 56/59.
Size Change: +0.03 to +0.05%.
Size change shown is for a fully martensitic microstructure. The presence of retained austenite may reduce the net growth. When tempering at 400-750°F (200-400°C), freezing treatments may be necessary to minimize retained austenite.
Machinability and Grindability
Due to its high vanadium carbide content, the machinability and grindability of CPM® S90V will be slightly more difficult than that of D-2 or 440C ESR. Similar grinding equipment and practices are acceptable. SG type alumina wheels or CBN wheels have generally given the best performance with the CPM® steels.
This data sheet is for informational purposes only. Alloy characteristics are subject to change due to chemical composition and/or processing. We do not certify the material’s suitability for specific applications.
Niagara Specialty Metals | 12600 Clarence Center Road, Akron, NY 14001
