CPM® S90V PM Stainless Knife Steel
DATA SHEET
Typical Composition
| C | Cr | Mo | V |
|---|---|---|---|
| 2.30 | 14.00 | 1.00 | 9.00 |
CPM® S90V is a martensitic stainless steel with a high volume of vanadium carbides for exceptionally good wear resistance. CPM® S90V offers substantial improvements in wear resistance over 440C ESR and D-2, and other high chromium tool steels, with corrosion resistance equal to or better than 440C ESR. Its high vanadium content favors the formation of hard vanadium carbides instead of chromium carbides for wear resistance, leaving sufficient chromium in the matrix to provide good corrosion resistance.
The wear and corrosion resistance of CPM® S90V make it an excellent candidate to replace 440C ESR, where increased wear is a primary concern. It can replace D-2 or other tool steels in applications where improved corrosion resistance is also of benefit.
The CPM® process results in a finer, more uniform carbide distribution imparting improved toughness and grind ability to high alloy steels. The CPM® process also allows the design of more highly alloyed grades which cannot be produced by conventional steelmaking.
Typical Applications: Plastic injection and extrusion feed screws, non-return valve components, pelletizing equipment, gate and nozzle inserts, industrial knives, slitters, and cutters, long-wearing specialty cutlery, injection molds and inserts, wear components for food and chemical processing, bearings, bushings, valves, rolls and gear pumps.
Mechanical Properties
| Hardness (1) | Impact Toughness (2) | Wear (3) | |||
|---|---|---|---|---|---|
| HRC | Heat Treatment | Ft.lb | (Joules) | ||
| CPM® S90V | 58 | (A) | 19 | (26) | 35/40 |
| CPM® 9V | 55 | (B) | 47 | (63) | 35/40 |
| 440C ESR | 58 | (C) | 16 | (22) | 3/4 |
| D-2 | 59 | (D) | 22 | (30) | 3/4 |
1.) A= Hardened 2050°F (1120°C), double tempered 500°F (260°C).
B= Hardened 2050°F (1120°C), double tempered 1025°F (550°C).
C= Hardened 1900°F (1040°C), double tempered 400°F (204°C).
D= Hardened 1850°F (1010°C), double tempered 600°F (315°C).
2.) Charpy C-Notch impact test.
3.) Crossed-cylinder adhesive wear test (higher number = better wear resistance).
Corrosion Resistance
Corrosion tests measure the amount of material lost to corrosion. Therefore, lower numbers indicate better corrosion resistance.
Corrosion Test Results (1) in mm/year
| Boiling 10% Acetic (2) | Dilute Aqua- Regia (3) | |
|---|---|---|
| CPM® S90V | 9/17 | 102/117 |
| 440C ESR | 29 | 109 |
| D-2 | 267 | 411 |
Notes:
(1) Lower numbers indicate better corrosion resistance. All grades heat treated to about HRC 56/58. Corrosion resistance depends strongly on heat treated condition and specific environment. Results should be used as a qualitative comparison only.
(2) 24 hrs.
(3) 5% HNO3-1% HCI (nitric + hydrochloric acids) at 24°C.
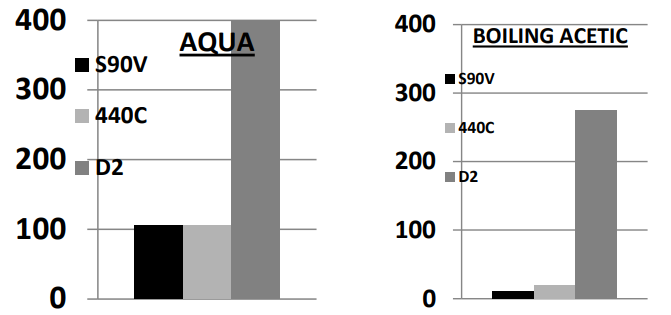
Relative Corrosion Rates
(Lower numbers indicate better corrosion resistance)
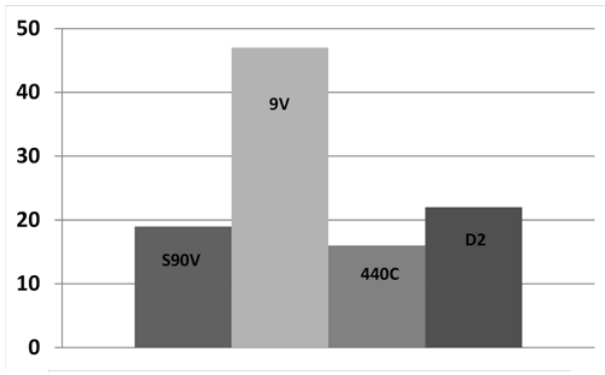
Impact Toughness
CPM® S90V offers higher impact toughness than 440C ESR at comparable hardnesses.
Thermal Treatments
Annealing
Heat to 1650°F (900°C), hold 2 hours, slow cool at a maximum rate of 25°F (15°C) per hour to 1100°F (595°C), then furnace cool or cool in still air to room temperature.
Annealed Hardness: Approx. BHN 277.
Stress Relieving
Annealed Parts: Heat to 1100-1300°F (595-705°C), hold 2 hours, then furnace cool or cool in still air.
Hardened Parts: Heat to 25-50°F (15-30°C) below original tempering temperature, hold 2 hours, then furnace cool or cool in still air.
Hardening
Austenitize: 2100-2150°F (1150-1175°C), hold time at temperature: 20 minutes.
Quench: Salt quench, interrupted oil quench, positive pressure gas quench or air cool at a minimum cooling rate of 150°F/min (80°C/min) to below 1000°F (540°C). Cool to below 125°F (50° C) before tempering. For optimum vacuum heat treatment response, a minimum 4 bar gas quench is recommended.
Temper: Double temper at 400-750°F (200-400°C). Hold for a minimum of 2 hrs. each temper. For optimum stress relieving and dimensional stability, CPM® S90V may be double tempered at 1000-1025°F (540-550°C), but tempering above 800°F (425°C) may result in some loss of corrosion resistance. A freezing treatment may be employed between the first and second tempers, if desired. Freezing treatments should always be followed by at least one temper.
PLEASE NOTE: Tempering between about 800 and 1000°F (425 and 540°C) is not recommended. All martensitic stainless steels suffer from embrittlement when tempered in this range.
Tempering Temperature
| 400°F – 800°F | Best corrosion resistance & wear resistance |
| 800°F – 1000°F | AVOID THIS RANGE (Embrittlement) |
| 1000°F – 1025°F | Stress relieving and dimensional stability |
Aim Hardness: HRC 56/59.
Size Change: +0.03 to +0.05%.
Size change shown is for a fully martensitic microstructure. The presence of retained austenite may reduce the net growth. When tempering at 400-750°F (200-400°C), freezing treatments may be necessary to minimize retained austenite.
Machinability and Grindability
Due to its high vanadium carbide content, the machinability and grindability of CPM® S90V will be slightly more difficult than that of D-2 or 440C ESR. Similar grinding equipment and practices are acceptable. SG type alumina wheels or CBN wheels have generally given the best performance with the CPM® steels.
This data sheet is for informational purposes only. Alloy characteristics are subject to change due to chemical composition and/or processing. We do not certify the material’s suitability for specific applications.
Niagara Specialty Metals | 12600 Clarence Center Road, Akron, NY 14001
