CRU-WEAR® Tool Steel Data Sheet
Typical Composition
| C | Cr | W | Mo | V |
|---|---|---|---|---|
| 1.10 | 7.50 | 1.15 | 1.60 | 2.40 |
CRU-WEAR® is an air–hardening tool steel, heat treatable to HRC 60–65. Designed as an upgrade to D–2, it offers better wear resistance, greater toughness and higher attainable hardness. Compared to the chemistry of D–2, (D–2 = 1.55% carbon, 11.5% chromium, 0.8% vanadium, and 0.9% molybdenum), CRU–WEAR® has less carbon and less chromium, but more vanadium and tungsten. Both D–2 and CRU–WEAR® contain carbides for wear resistance, but CRU–WEAR® has more vanadium carbides than D–2. Vanadium carbides are harder than chromium carbides and are much more effective in providing wear resistance. Because CRU–WEAR® contains less carbon than D–2, its overall carbide volume is lower, making it tougher than D–2. (Note: Although CRU–WEAR® contains fewer total carbides, it has more of the type of carbides that are most effective for wear resistance.) CRU–WEAR®’s higher attainable hardness results from the fact that it contains sufficient tungsten and molybdenum to cause a secondary hardening response, (up to HRC 65), which does not occur in D–2. Finally, CRU–WEAR® tempers at a higher range (900–1050°F) than D-2 (400–600°F), so it is more compatible with a wide variety of surface treatments.
| Grade | Heat Treatment Austenitizing Temperature |
HRC | Impact Toughness Ft-lb (J) |
Wear Resistance Adhesive |
|---|---|---|---|---|
| CRU-WEAR® | 1950°F (1065°C) | 62 | 30 (40) | 5–6 |
| S-7 | 1750°F (955°C) | 57 | 125 (165) | 1 |
| A-2 | 1750°F (955°C) | 60 | 40 (53) | 2–3 |
| D-2 | 1850°F (1010°C) | 60 | 21 (28) | 3–4 |
| M-2 | 2050°F (1025°C) | 62 | 20 (27) | 8–10 |
Mechanical Properties
Wear Resistance: CRU–WEAR® will offer better wear resistance than that of the AISI D–2, approaching the AISI M-2.
Impact Toughness: CRU–WEAR® has greater toughness than the AISI D–2 approaching the AISI A–2.
NOTE: Lowering the hardening temperature reduces the grain size and increases toughness.
Thermal Treatments
Annealing: Heat to 1550–1650°F (840–900°C), hold 2 hours, slow cool 50°F (25°C) per hour to 1200°F (650°C).
Annealed Hardness: About BHN 225/255.
Stress Relieving
Annealed Parts: Heat to 1100–1300°F (595–705°C), hold 2 hours, then furnace cool or cool in still air.
Hardened Parts: Heat to 25°F (15°C) below the original tempering temperature, hold 2 hours, then furnace cool or cool in still air.
Hardening
It is customary to use two furnaces: one furnace to preheat and the second furnace to austenitize. This ensures that the transition from the pre–heat temperature to the austenitizing temperature occurs fairly rapidly.
Preheat: Heat to 1550–1600°F (840–870°C), Equalize.
Austenitize: 1850–2050°F (1010–1120°C), Hold time at temperature 20–45 minutes.
Quench: Air or positive pressure quench (2 bar minimum) to below 125°F (50°C). Salt bath treatment, if practical will ensure the maximum attainable toughness for a given hardening treatment.
Temper: 900–1050°F (480–565°C). Double tempering is mandatory, and triple tempering is recommended. Cool to room temperature in between tempers. Temper 2 hours minimum each time or at least 1 hour per inch (25mm) of thickness for sections over 2” (50mm) thick.
Size Change: Approx. +0.15%.
Recommended Heat Treatment: For the best combination of toughness and wear resistance, austenitize at 1950°F (1065°C). Temper 3 times at 1000°F (540°C).
Aim hardness: HRC 62. Higher austenitizing temperatures can be used to obtain higher hardness, at a slight decrease in impact resistance. The lower austenitizing temperatures
provide the best impact toughness.
Note: Properties shown throughout this data sheet are typical values. Normal variations in chemistry, size and heat treat conditions may cause deviations from these values.
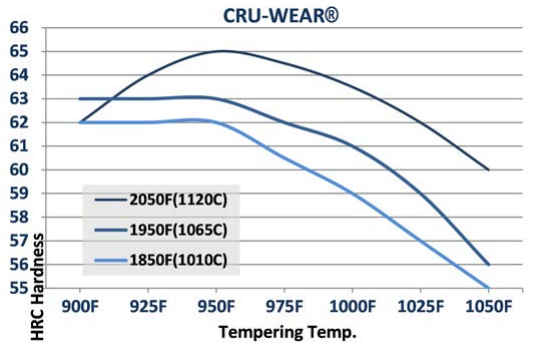
| Tempering Temperature | 1850°F (1010°C) | 1950°F (1065°C) | 2050°F (1120°C) |
|---|---|---|---|
| As Quenched | 63-65 | 63-65 | 62-64 |
| 900°F (480°C) | 61-63 | 62-64 | 61-63 |
| 950°F (510°C) | 61-63 | 62-64 | 64-66 |
| 1000°F (540°C) | 57-59 | 60-62 | 63-65 |
| 1025°F (550°C) | 56-58 | 58-60 | 61-63 |
| 1050°F (565°C) | 54-56 | 58-60 | 61-63 |
| Minimum Time at Aust. Temp. | 45 minutes | 30 minutes | 20 minutes |
Surface Treatments
Because of its high tempering temperatures (900–1050°F) CRU–WEAR® is suitable for nitriding, PVD coating or similar surface treatments. It will retain its hardness after such processes, making it a more suitable substrate than D–2.
NOTE: CVD coating processes are generally performed at temperatures which exceed the critical temperature and may result in non–predictable dimensional distortion.
Machinability
Machinability of CRU–WEAR® in the annealed condition is similar to D–2 but grindability will be slightly better. Similar grinding equipment and practices are acceptable. “SG” type alumina wheels or CBN wheels have generally given the best performance.
This data sheet is for informational purposes only. Alloy characteristics are subject to change due to chemical composition and/or processing. We do not certify the material’s suitability for specific applications.
Niagara Specialty Metals | 12600 Clarence Center Road, Akron, NY 14001
