MagnaMax™ PM Stainless Knife Steel Data Sheet
Typical Composition
Patent Pending
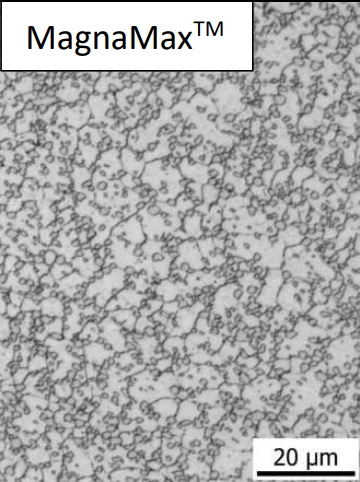
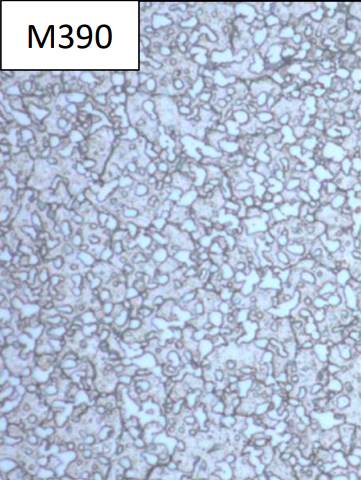
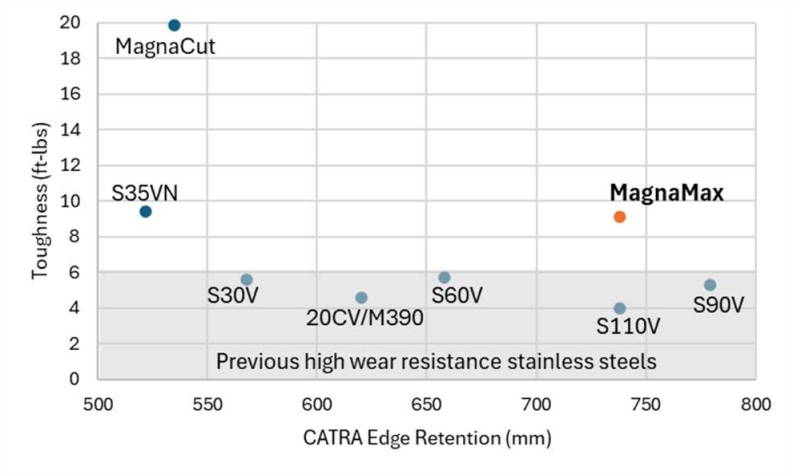
MagnaMax™ is a new powder metallurgy stainless steel in the same family as CPM® MagnaCut, but designed for enhanced wear resistance while maintaining excellent hardness and corrosion resistance. MagnaMax™ has wear resistance comparable to CPM® S90V and CPM® S110V but with significantly improved toughness from a microstructure of only small vanadium and niobium carbides, rather than larger chromium carbides. This gives MagnaMax™ a toughness–wear resistance balance like the best non–stainless powder metallurgy high wear resistance steels including K390 and CPM® 10V. MagnaMax™ offers both better wear resistance and toughness than M390 due to this superior microstructure (see micrographs below). Corrosion resistance is also improved relative to CPM® S90V, CPM® S110V, and M390 because it doesn’t have any chromium carbides, which act as sites for corrosion to initiate.
Typical Applications: Specialty cutlery including handmade and high–end factory knives. Plastic injection and extrusion feed screws, non–return valve components, pelletizing equipment, gate and nozzle inserts, industrial knives, slitters and cutters, injection molds and inserts, wear components for food and chemical processing, bearings, bushings, valves, rolls and gear pumps.
Thermal Treatments
Forging: 2100°F (1150°C) Do not forge below 1750°F (950°C).
Annealing: Heat to 1650°F (900°C), hold 2 hours, slow cool at 25°F (15°C) per hour to 1100°F (595°C), then furnace cool or cool in still air to room temperature. Cooling at 50–100°F (25–55°C) per hour leads to a better heat–treating response at the cost of slightly higher annealed hardness.
Annealed Hardness: 32 HRC (About 300 BHN).
Stress Relieving
Annealed Parts: Heat to 1100–1300°F (595–705°C), hold 2 hours, then furnace cool or cool in still air.
Hardened Parts: Heat to 25–50°F (15–30°C) below original tempering temperature, hold 2 hours, then furnace cool or cool in still air.
Straightening: Best done warm 400–800°F (200–425°C).
Hardening
Preheat: Heat to 1550–1600°F (845–870°C). Equalize.
Austenitize: 2050–2250°F (1120–1230°C), hold time at temperature as shown in chart. Thick cross sections and larger pieces may need longer austenitizing time.
Austenitizing Hold Time
| Min Time | 20 min | 15 min | 10 min | 5 min | 5 min |
|---|---|---|---|---|---|
| °F | 2050 | 2100 | 2150 | 2200 | 2250 |
| °C | 1120 | 1150 | 1175 | 1205 | 1230 |
Quench: Plate quench, oil quench, air quench, or gas quench (2 bar minimum) to below 125°F (50°C), or salt or interrupted oil quench to about 1000°F (540°C), then air cool to below 125°F (50°C).
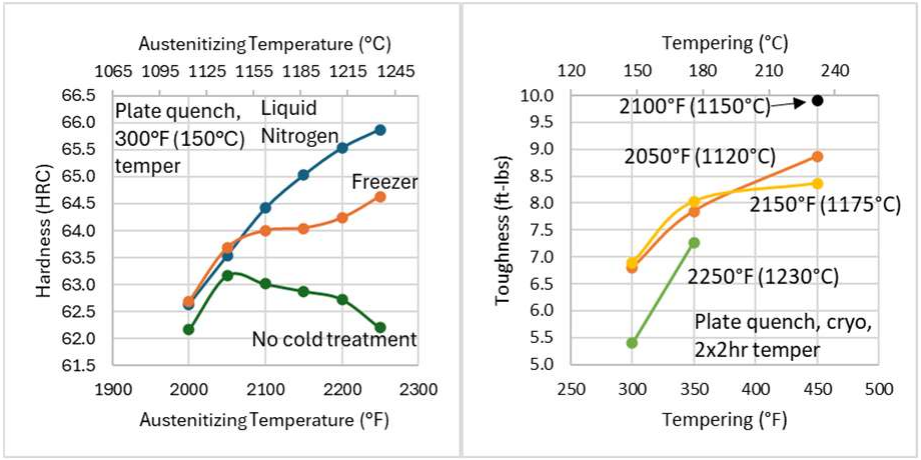
Cold Treatment: A cold treatment may be used after the quench to decrease retained austenite and increase hardness. Lower treatment temperatures are more effective. Tempering before the cold treatment decreases the effectiveness of the cold treatment but also decreases the chance of warping or cracking.
Temper: Double temper at 300–450°F (150–230°C). Hold for a minimum of 2 hours each temper. NOTE: Tempering above 750°F (400°C) results in a decrease in corrosion resistance.
Recommended Heat Treatment
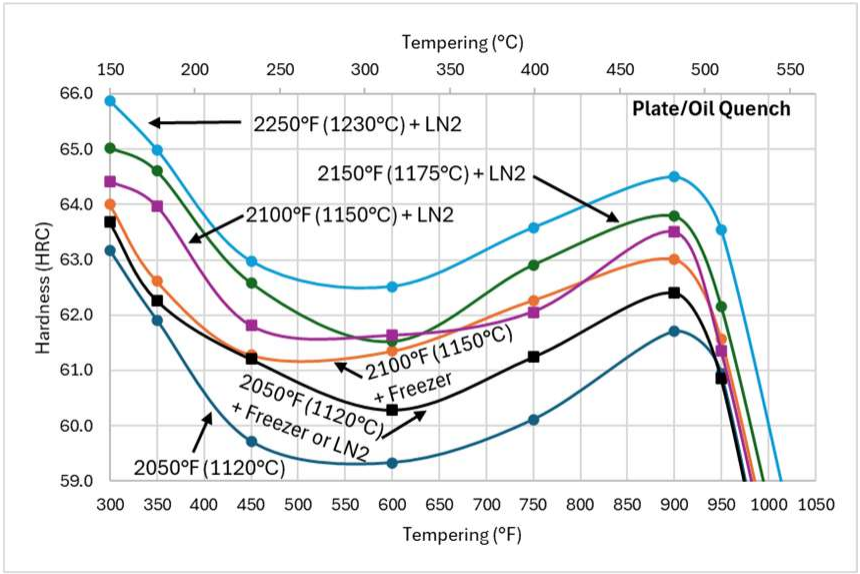
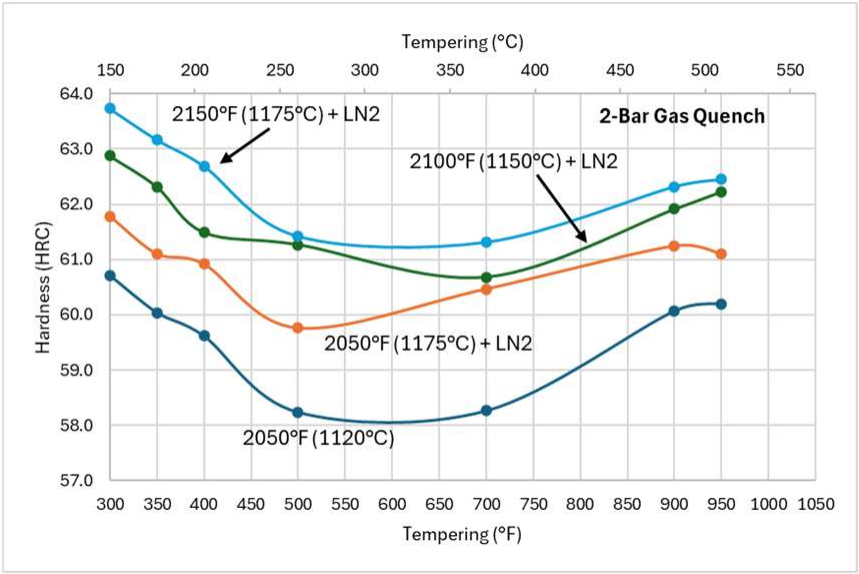
For balanced properties use 2150°F (1175°C) with a cryogenic treatment, 2100°F (1150°C) if using a freezer or dry ice treatment, and 2050°F (1120°C) if no cold treatment is available. The best properties are achieved when utilizing the cryogenic treatment. A tempering temperature of 350°F (175°C) offers balanced properties. 300°F (150°C) maximizes hardness, and 450°F (230°C) offers higher toughness with somewhat reduced hardness.
| Step | With Cryo (Preferred) | Without Cryo |
|---|---|---|
| Austenitize | 2100–2250°F (2150°F recommended) | 2050–2100°F (2100°F recommended) |
| Soak Time | 5–20 minutes depending on temperature | 5–20 minutes depending on temperature |
| Quench | Plate Quench | Plate Quench |
| Cold Treatment | Immediate Liquid Nitrogen (~1 hour) | Immediate Freezer (~1 hour) |
| Temper | 300–450°F, 2 x 2 hours (350°F recommended) | 300–450°F, 2 x 2 hours (350°F recommended) |
This data sheet is for informational purposes only. Alloy characteristics are subject to change due to chemical composition and/or processing. We do not certify the material’s suitability for specific applications.
Niagara Specialty Metals | 12600 Clarence Center Road, Akron, NY 14001
